|
This article is from The Engineer, May 8, 1874, and records the visit of an invited group of “about 200 gentlemen and ladies” to a tour of the Siemens Brothers factory in Woolwich on the previous Saturday.
Just over fifty years later, in the Siemens Magazine for March 1927, an article in the series “An Outline Of The Company’s History” included reproductions of the Invitation and Visitor's Guide for this tour of the works, with this description:
“Let us now refer to the invitation cards inviting visitors to make a tour of the works, also the card showing the names of the shops through which the visitors were conducted, which we reproduce.
“This is the first record obtainable of any considerable number of visitors being taken over the factory. The latter card gives a very good idea of the various shops and departments as they existed in the early days.”
Thanks to Brian Middlemiss, historian of the Siemens Brothers Engineering Society, and my colleague Stewart Ash for providing copies of this issue of the Siemens Magazine.
Figures 1 through 5 accompanied the 1874 article. The illustrations of the Woolwich factory in 1863 and CS Faraday in 1874 are courtesy of the Siemens Corporate Archives, Munich.
The Siemens History News website has information on the company's many technological achievements and brief biographies of its founders.
Messrs. Siemens’ Telegraph Works.
The world is by this time well aware that Messrs. Siemens Bros. have contributed not a little to the advancement of electrical science. Many men have done more than they have to increase our knowledge of the laws of electricity and to reduce this knowledge to a system, but very few indeed have done so much to bring electricity and its phenomena within the region of the applied sciences. Messrs. Siemens have dealt with it, in short, as a cotton manufacturer does with cotton, or an engineer with steam. Electricity has, if we may use the words, furnished them with a raw material on which to work; and bringing to bear on the subject all that money and a profound knowledge of that with which they had to deal could supply, they have succeeded in placing themselves in almost, if not quite, the first place as practical manufacturing electricians.
Electricity serves us for the present in one way only on a great scale. It supplies the speediest possible method of communication, and every practical electrician is a telegrapher in the first place, whatever else he may be in the second. Thus when we state that Messrs. Siemens use electricity as a raw material for manufacturing operations, our readers will easily understand that the firm are large makers of telegraph cables. But the production of cables by no means alone represents the range of their operations. Cables by themselves are inert; instruments are necessary to render them useful, and all that can be required to render a telegraph line complete in every respect, whether carried over a continent on posts, or submerged in the depth of an ocean, Messrs. Siemens can supply almost without the assistance of any other firm. It will be readily understood that to do this extensive premises and costly plant are required. Messrs. Siemens have both at Charlton, close to Woolwich, on the south side of the river. The works have recently undergone considerable extension, and it is impossible to say at present where the extensions will cease. Even now they afford occupation to not fewer than 3000 hands. The place has been growing for some years, and important work has been done within its walls; but, for reasons which are perfectly intelligible, hitherto Messrs. Siemens have done everything rather than court publicity, and very few strangers have had an opportunity of seeing how Messrs. Siemens produced the cables and instruments by the excellent quality of which they have made their names famous. On Saturday last, however, the veil was withdrawn, and Messrs. Siemens asked a large party of the principal engineers and electricians of the day, to go over the works and see for themselves how an Atlantic cable is made and stowed away in a ship; and to learn by personal examination what the “last new thing” in telegraph cable laying ships is like.
About 200 gentlemen and ladies left Charing Cross at eleven o’clock by special train for Charlton station, from which they were conveyed to the works in carriages provided for the occasion by the firm. What they saw we shall explain presently. After they had seen everything that could be seen in the limited time—less than two hours—allowed, they adjourned to one of the large new buildings, as yet free from machinery, and there they found a luncheon provided, which should have satisfied the most exigeant. Very few speeches followed. Mr. Siemens, however, took occasion to explain that that was the first occasion on which the works had been thrown open to the scientific public, and he asked, needlessly as we think, that his visitors would mercifully pass over such shortcomings as they might discover, because everything was not yet perfect, and might not be for some time to come. It is quite true that in one sense Mr. Siemens was right, and everything was not perfect, but in another sense he was wrong. Things were as perfect as knowledge of electrical science and the art of applying that knowledge in practice could make them, but they were not perfect in the sense that no future improvement is possible. Neither Mr. Siemens nor anyone else knows all about what is essentially a new science as yet; and it may, therefore, happen that in years to come all the manufacturing processes now looked on as the best to be had will be regarded as imperfect and unsatisfactory. According to the information possessed in the year 1874, Messrs. Siemens had nothing to apologise for, and they need not have kept their works closed from any fear that competent judges would pronounce them unsatisfactory or imperfect.
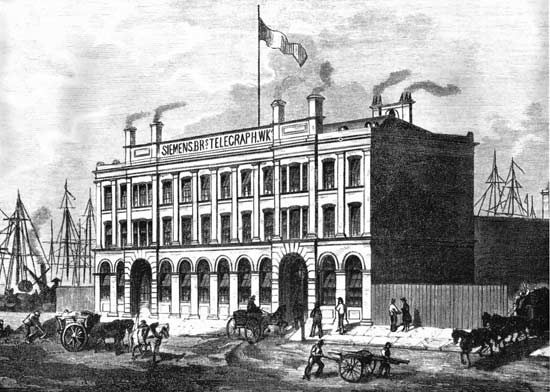
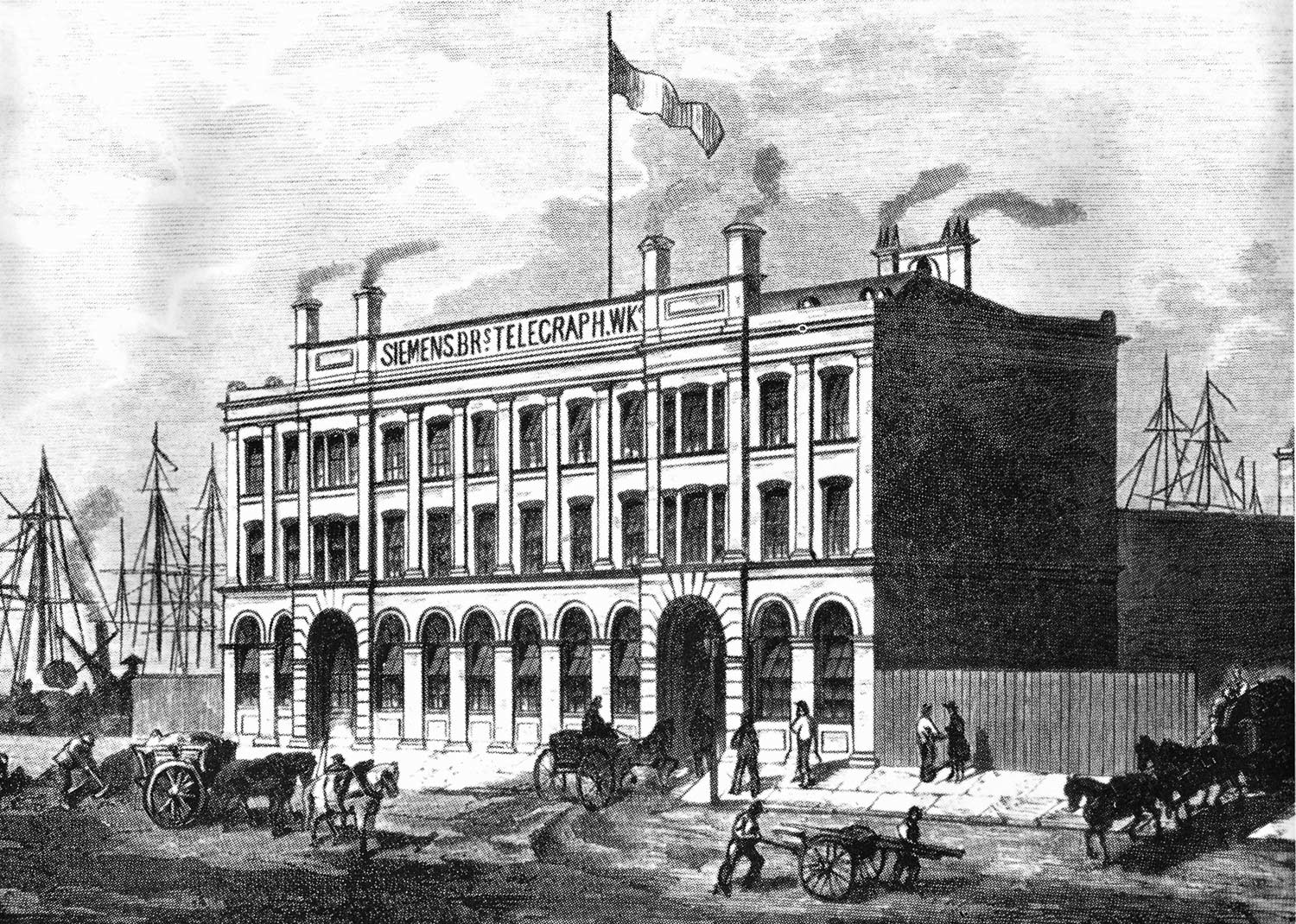
The Siemens factory in 1863
Image courtesy of and copyright ©
Siemens Corporate Archives, Munich.
|
It was impossible to examine the works closely on Saturday because the time afforded was extremely limited, little more than an hour and a half being allowed. There was quite time enough, however, to see that the machinery was of the best construction, that the hands employed were skilful, that great care was taken in the supervision of every department, and that the works are extensive, on the whole well arranged, and very well regulated and ventilated.
We cannot give a better idea of what the visitors came to see than by reproducing Messrs. Siemens’ own programme from a card handed to each visitor as he entered the works.
-01.jpg)
|
From Entrance Room through the |
First Core-overlooking Room and |
First Core Tank House to |
Cable Tank Houses; |
Entering and leaving them from Passage between them, thence passing the Head Office, through Door C, to the |
First Fitters Shop, round the |
Second Cable, Sheathing and Serving Shop to |
Large Wharf, Second Steam Crane, Engine and Boiler House, and Compound Tanks, for Second Cable Shop; |
Upstairs (first floor) to |
Hemp-winding Shop, Braiding Shop, Copper-cable Sheathing Shop; |
Upstairs (second floor) to |
Wimwams: |
Downstairs passing Gate Offices, through Door B into the Main Road, |
Hemp Tarring Shop (through Door R), |
Wire Testing Department, |
Hemp Stores, |
Galvanizing Shop, |
Compound Wire Department (Tinning and Sheathing Shop), |
Insulator Fitting, Cementing, and Packing Shop, |
Saw Mill and Packing Case Factory, |
Cellars for General Stores; |
Upstairs (second floor) to |
Insulator Store and Insulator Testing Departments; |
Downstairs (first floor) to |
Second Core-overlooking Room, |
First Core-covering Shop, |
Third Core-overlooking Room, |
Core-drying Room, |
Second Core-drying Shop; |
Downstairs to Passage, |
Fourth Core-overlooking Room, |
Copper Store, |
Core-testing Room, |
Second Core Tank House. |
Gutta Percha Store Cellars, |
Gutta Percha Chopping Room, |
Purifying and Masticating Shop, |
Engine House for Gutta Percha Factory, |
Boiler House for Gutta Percha Factory, |
Drawing Office, |
Company's Testing-room, through Door O, into |
Main Road, |
Weighbridge (Door G), |
Pay Offices; |
Upstairs (first floor) to |
Telegraph Apparatus Factory; |
Over Bridge to Carpenters' Buildings; |
Second Floor to Cabinet Makers' Shop, |
Instrument Packing Room, |
Lacquering Shop, and |
Instrument Adjusting Room; |
Downstairs to |
Stranding Shop, |
India Rubber Department, |
Second Fitters' Shop, |
Engine for Apparatus Factory, |
Boiler for ditto |
Smithy, |
Wharf and First Steam Crane, |
Boiler House or Compound Engine, |
Compound Engine for First Cable Shop, |
Compound Tanks, |
Engineers' Offices, |
First Cable Sheathing and Serving Shop to |
Cable-testing Room, through Door F into the |
Main Road to the |
Landing Stairs, passing between the |
Cable Tank Houses, and per Boat to the |
S.S. “Faraday," and back to the |
Landing Stairs, |
Through Entrance Room, upstairs, to |
|
LUNCHEON ROOM. |
|
We venture to affirm that not one of the visitors went through all the departments and over the Faraday as well. The time was far too short. For ourselves, at least, we can state that we found far too much to interest us in a few of the departments to extend the range of our observations beyond them.
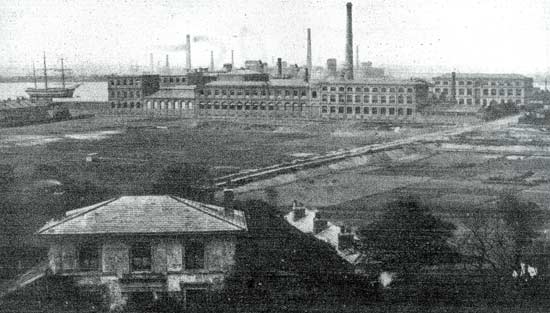
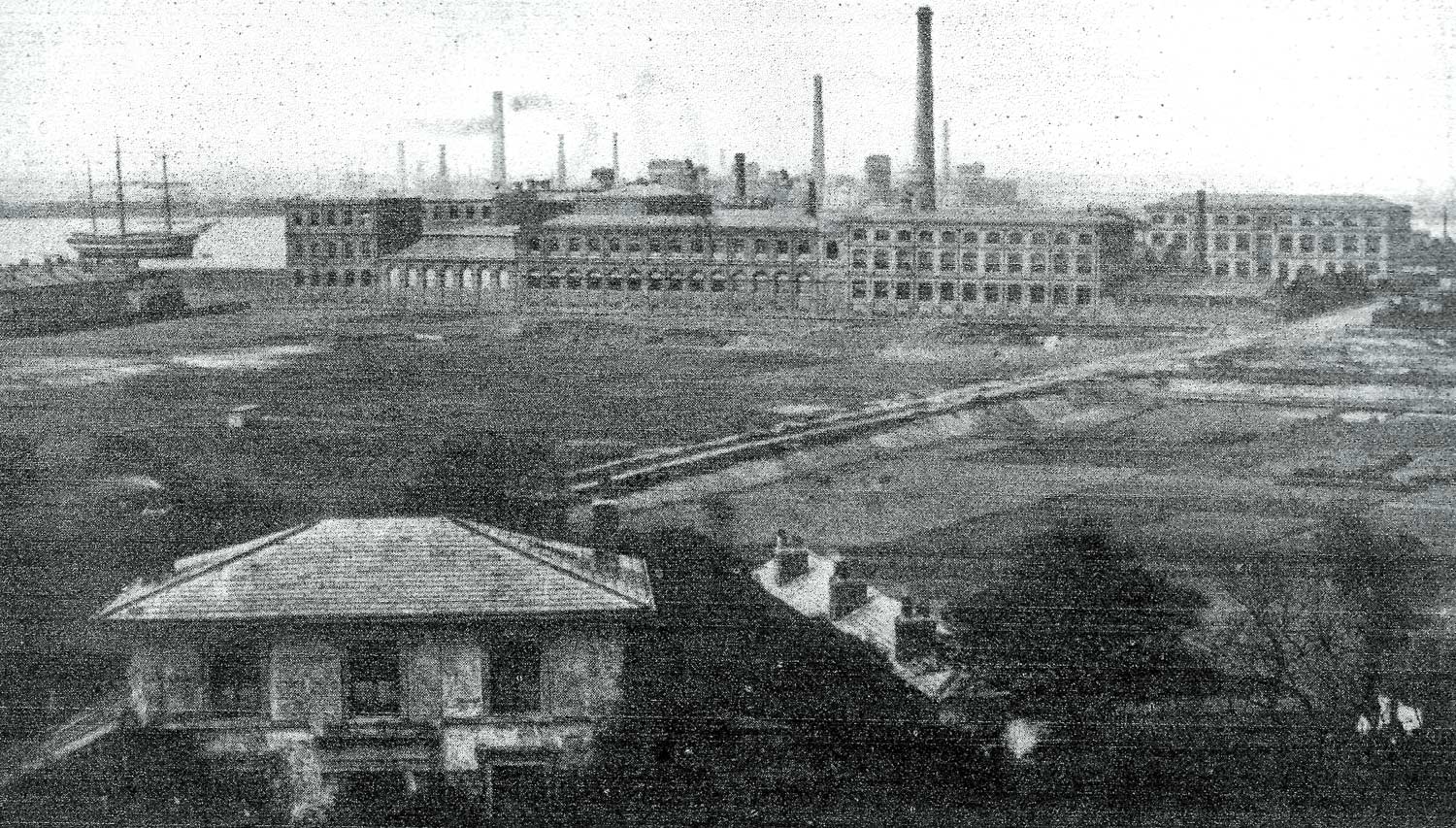
The factory site in 1874, from an image which accompanied an article in the March 1927 issue of the Siemens Magazine, courtesy of Brian Middlemiss |
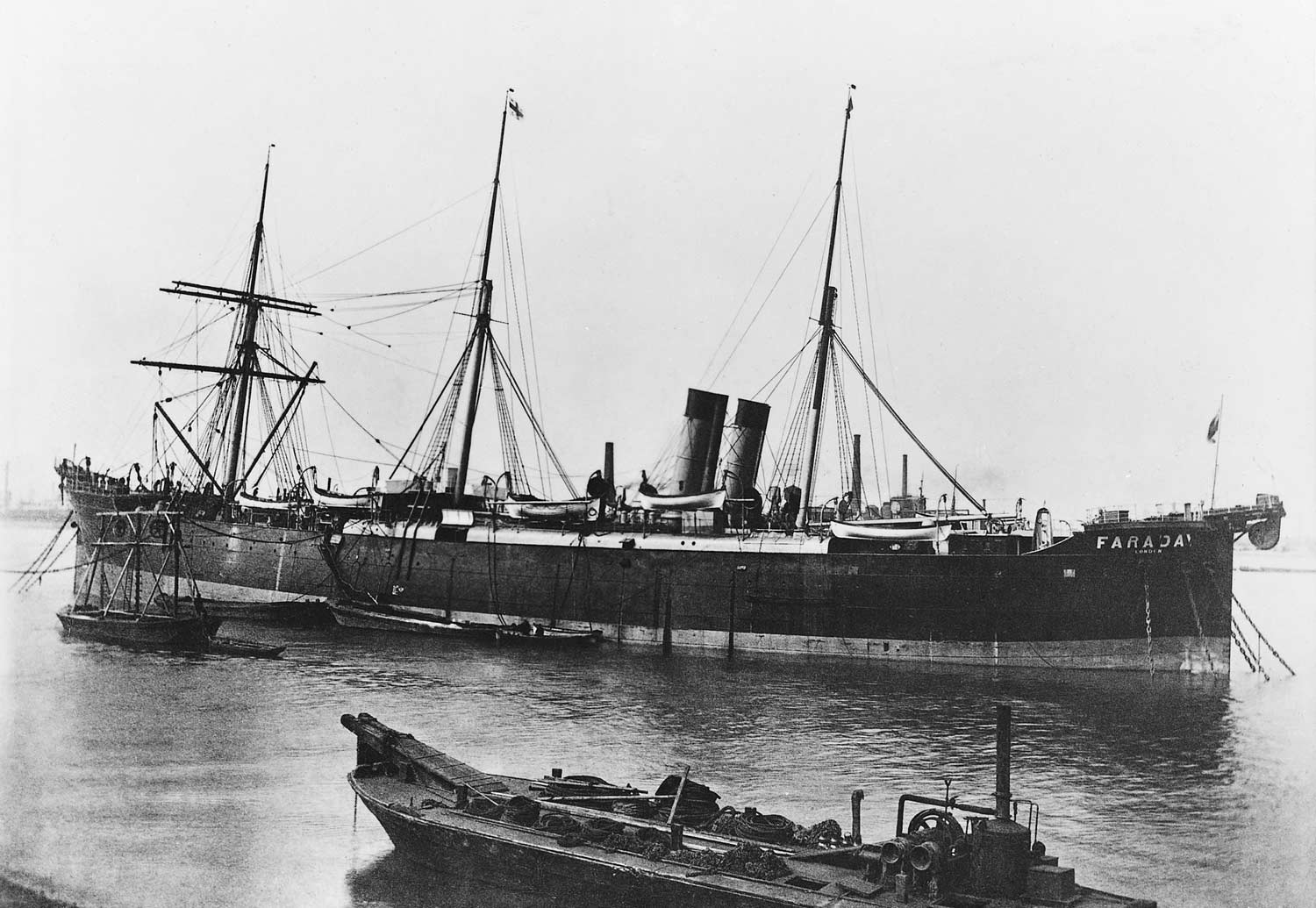
The most important work which Messrs. Siemens have now in hand is the construction of a new cable for the Direct United States Telegraph Company. This cable as fast as it is made is being shipped on board the Faraday, a new steamer built specially for laying cables, and a short description of which has already appeared in our pages. Before going further it will be well to say what we have to say about this ship here. She is a very large vessel, capable of carrying a gross load of 6500 tons. She is 360ft. long, 37ft. deep, and 52ft. beam. She is double-ended, with a huge poop or flying deck at each end, from which projects a species of derrick, by Messrs. Appleby Brothers, for carrying the wheel or sheave over which the cable passes. She has three stumpy masts, and two funnels placed side by side, close to one end and athwartships. She is propelled by twin screws and two pairs of compound inverted engines of together about 800-horse power nominal. The boilers and engines are quite distinct from each other, so that either set may be worked independently. She is, without exception, the strongest ship we ever saw; and all the fittings in the shape of steam steering gear, winches, &c., are of enormous strength.
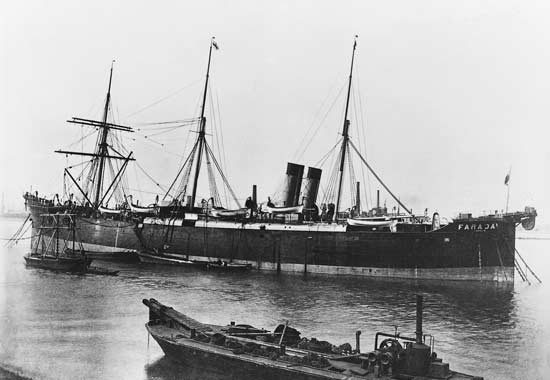
CS Faraday in 1874
Image courtesy of and copyright ©
Siemens Corporate Archives, Munich. |
The Faraday has no beauty, however, except fitness for her purpose. Indeed, she is one of the ugliest vessels afloat. She is fitted with three huge cable tanks, 27ft. deep; two of them are 45ft. in diameter, and the third 37ft. In these can be stowed about 1500 miles of cable, representing a weight of some 5000 tons. The arrangements for paying out, the construction of the tanks, &c., is very nearly the same as that patented by Mr. Newall, we believe, in 1854. A testing-room is situated in the angle between two of the tanks on the main deck, and we may add that all that concerns the cabins, saloons, electricians’ rooms, &c., is excellent in every way.
The first department of the works visited on Saturday was the core-overlooking room. Here the core, covered with gutta-percha and presumably ready to take its place in the cable, is wound on one set of reels from another set. On its way from one to the other it passes through the hands and under the eyes of an examiner, who, detecting the smallest trace of imperfection in the surface of the gutta-percha, is prompt to make it good by a light touch with a hot wire. The post of the examiner appeared, however, to be almost a sinecure at the time of our visit. The new cable is rather peculiar in construction, and we append a full-sized section and elevation of a portion of the core, Fig. 1.
 |
It will be seen that it consists of one thick central copper wire, round which are spun eleven fine copper wires, the core passing first through a peculiar composition, which when cold serves to bind the whole copper rope, as we may call it, strongly together. By this arrangement the largest available sectional area of copper is got with a given diameter. It is evident, however, that all elasticity, except that due to the stretching of the internal wire, is lost; whereas in an ordinary stranded wire rope there is always a small amount of resilience due to the spiral lay of the strands. The wire having been coated with gutta-percha, is then “served” with manilla fibre to a diameter of ¾in, and this is in turn covered with ten iron wires spun on, each wire being itself first covered with hemp; after this the rope passes through two tar troughs, tar being continually poured on it by an endless chain. It is then wound with twine in a very open spiral, to hold the main strands in close contact till the tar is cold, and the rope then passes to one of three or four enormous tanks on the premises until it is wanted on board ship, the only further preparation it goes through being to coat it with powdered chalk to prevent the coils from adhering to each other by the aid of the sticky tar. We need hardly say that during the whole process of manufacture testing is carried on almost continuously, so that a fault cannot escape detection. The shop in which cables are finished—that is, the “second cable and sheathing shop” in the programme—is a large low building fitted with large wire spinning machines of the usual construction, and calling for no special comment. Motion is supplied by a compound horizontal condensing engine capable of indicating about 250-horse power. The engine is not yet complete, and only the small cylinder is employed to drive the machinery at present, which it does very well with about 50 lb. steam in the Lancashire boilers which supply it.
Upstairs on the first floor of the main building is the telegraph instrument shop. Here Messrs. Siemens manufacture enormous numbers of instruments of all kinds. The work is carefully subdivided, and essentially resembles that of a clockmaker. All the work turned out is admirable in finish, but the use of standard gauges appears to be limited, and we doubt that all the parts of, say, a printing instrument, would be found interchangeable with another machine of the same kind. Not the least interesting thing in this room is the machine for making horseshoe magnets for instruments. It consists of a horseshoe magnet surrounded with coils in the usual way. Instead of magnetism being generated in the horseshoe—which stands about 3ft. high from the ground—by a battery, an arrangement, of which we did not succeed in obtaining an explanation, is used in connection with a Siemens commutator, and a rapidly rotating shaft below the horseshoe, by which the residual magnetism remaining in the bar is utilised and augmented on much the same principle as that of Gramme, and the horseshoe is excited until it exerts all the force proper to its weight. To make a new magnet it is only necessary to draw the bar two or three times over the poles of the machine and the thing is done. The device is very pretty, and very prettily carried out, but we found those in charge of this department extremely reticent as to the details of its construction. If this were a Gramme machine there would be no difficulty about the matter of course, but we are told that it was not a modified Gramme, but a Siemens machine, and that was all that we could learn at the works; possibly our informant did not understand the arrangement himself.
We have no intention of giving an exhaustive description of the various processes carried on at Messrs. Siemens’; even if we had the will we have not the space requisite, and as we have said, a hasty glance through a large number of departments affords small opportunity for acquiring complete information. We cannot leave the subject, however, without describing the way in which india-rubber is used to cover cables, as the process is exquisite and totally different from that employed when gutta-percha is used. At the time of our visit some cable was being made, for what locality we do not know. The core consisted of six thin copper wires, spun together with a long twist; all the wires were tinned separately before spinning. The india-rubber, which comes over to this country in large lumps or “bottles,” is masticated and washed, and worked between rollers, in a way too well known now to need description. It is finally reduced to a thin sheet, a little thicker than the air-balls sold as children’s toys in the streets. Strips of this, about 5/8 in. wide, are cut out and wound on a reel or bobbin—this is mounted on a spindle on a disc, as in the annexed sketch.
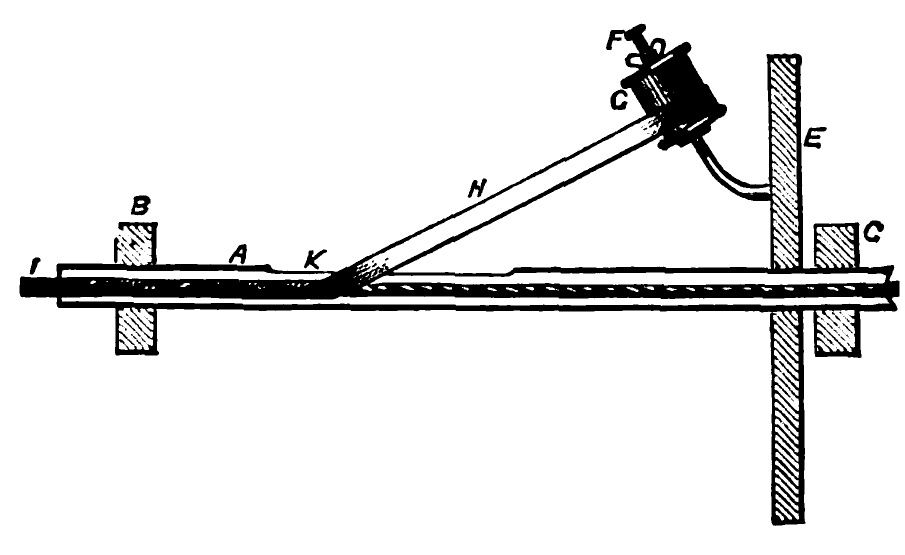 |
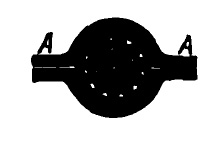
A is a piece of iron tubing about 3ft. long revolving on bearings at B and C, and fitted with a disc F, which carries the inclined stud, which can be shifted on F. This supports the bobbin G, round which is wound the strip of india-rubber H, a thumb-screw adjusting the resistance of G. The wire is shown at I, and passes from one reel to another down the tube A; at K a long slot is made in the tube, through which the strip of india-rubber passes. It is obvious that if the wire is prevented from rotating, and proceeds from coil to coil, while A and F rotate round it, that the strip of india-rubber will be wound off G and on the core. In this way the core receives its first coat. For the second, it passes through an elegant little machine, the principle of which is sketched in Figs 3 and 4.
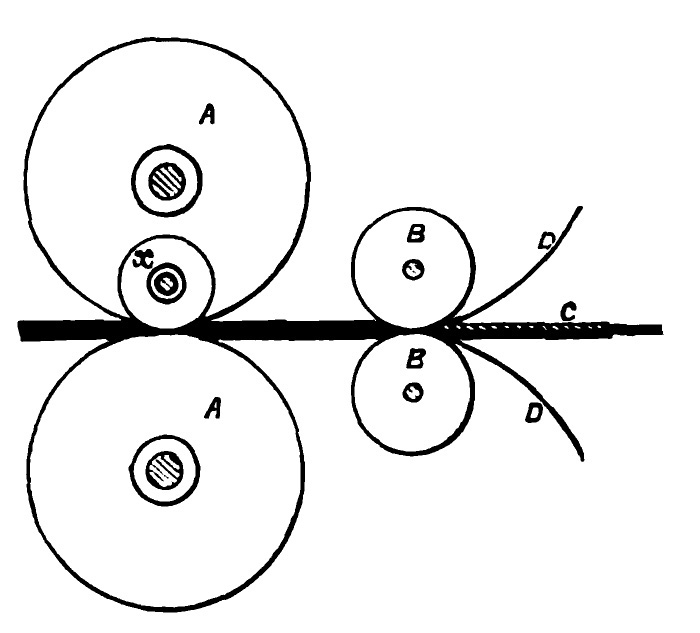 |
 |
Here C is the core with its first coat of india-rubber put on as just described; BB are two small rollers through which it passes, and DD are two strips of thin india-rubber about ¾in. wide, one over, the other under, the wire. These are drawn in with the wire, which next passes between the edges of the grooved discs A A. These compress the edges of the rubber and coat the wire equally. If there were nothing more the wire would appear as in Fig. 5, two fins of rubber, A A, sticking out at each side. It will be seen, however, from Fig. 4 that the lower disc has a thick edge, against which rotates the sharp cutting disc x; this shears off the superabundant fin, A A, Fig. 5, and so the wire comes out coated with three coatings—for it passes through two machines like Fig. 3-pink, round, and smooth, and ready to be served with canvas for use.
 |
We are quite aware that in this hasty sketch we have failed to convey any adequate idea of the magnitude and importance of Messrs. Siemens’ works at Woolwich. It is possible that we may return to the subject. For the present it must suffice to say that we left them, as no doubt did most of the visitors, very fully impressed with the sense of the fact that Messrs. Siemens have brought no ordinary skill to bear on the special branch of manufacture they carry on. It would be well if all manufacturers knew as much of the theory of the operations they undertake. A thorough knowledge of principles is, in our opinion, essential to success in applying those principles to practice.
See also this account of a visit to the Siemens works in 1884
and the main page on Siemens Brothers |