
History of the Atlantic Cable & Undersea Communications
from the first submarine cable of 1850 to the worldwide fiber optic network
|
History of the Atlantic Cable & Undersea Communications |
| 1894 Anglo-American Cable | |
ANGLO-AMERICAN TELEGRAPH CO.'S
SPECIFICATION. THE following are the lengths and types of cable to be furnished by the contractors, under the foregoing contract, viz. :—
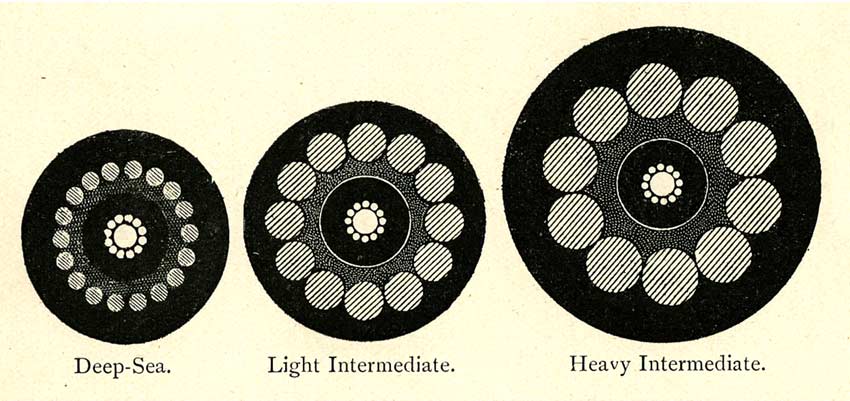
CORE. (A.) The conductor to consist of a central copper wire, .122 of an inch in diameter, surrounded by twelve copper wires, each .041 of an inch in diameter, the completed conductor to weigh 650 lbs. per N.M., or within 5 per cent. thereof, but the average weight per N.M. of the conductor shall not be less than that specified. The resistance per N.M. of the conductor at a temperature of 75° F. shall not be more than 1.9 ohms. (B.) The conductor is to be insulated with three coatings of gutta-percha of improved inductive capacity, prepared according to Mr Willoughby Smith's system, alternating with three coatings of Chatterton's compound, and to weigh 400 lbs. per knot, or within 5 per cent. thereof, but the average weight per knot of the insulator shall not be less than that specified. The resistance of the completed core to be not less than 150 megohms per N.M. after one minute's electrification, when tested at a temperature of 75° F., after twenty-four hours' immersion in water, fourteen days after manufacture, and the average inductive capacity per N.M. throughout the entire length is not to exceed .43 microfarads. (C.) The core of all the types to be served with a good and sufficient serving of jute yarn, steeped in cutch or other preservative mixture, and applied wet, the yarn for the deep-sea type to be fine spun, of even diameter, and of good quality.
OUTER COVERINGS. (D.) Type A. Type B to be served with tarred jute yarn, and again closed with fourteen galvanised BB iron wires, No. 1 B.W.G., equal to .300 of an inch when galvanised, or within 2½ per cent. thereof. The wire to be soft, and of good quality. (E.) Type E. The served core to be covered with ten galvanised BB iron wires, No. 2 B.W.G., equal to .200 of an inch when galvanised, or within 2½ per cent. thereof. The wire to bear a breaking strain of not less than 25 tons to the square inch, and to be of even diameter, soft, and of good quality. (F.) Type B. The served core to be covered with twelve galvanised BB iron wires, No. 6 B.W.G., equal to .200 of an inch when galvanised, or within 2½ per cent. thereof. The wire to bear a breaking strain of not less than 30 tons to the square inch, with an elongation of not less than 10 per cent., and to stand not less than ten twists in a length of 6 inches. (G.) Type D. The served core to be covered with eighteen galvanised homogeneous iron wires, each wire being well covered with a preservative compound and taped. The homogeneous wires to be No. 14 B.W.G., equal to .083 of an inch when galvanised, or within 2½ per cent. thereof, and to bear a breaking strain of not less than 85 tons per square inch, with an elongation of not less than 4 per cent. The wire to be capable of being bent round its own diameter three times, and unbent three times without breaking. The wire to be in bundles of not less than 2 cwt., and to have but one weld in each bundle. (H.) Before being used for the sheathing of Types A, E, and B, the galvanised iron wire is to be heated in a kiln or oven just sufficiently to drive off all moisture, and whilst warm is to be dipped into a hot compound of coal tar and pitch mixed in approved proportions.
OUTSIDE SERVING. (I.) Types A and E, manufactured as above, to be covered with two servings of jute yarn laid on spirally in opposite directions, alternately with two coatings of Bright and Clark's compound. (J.) Types B and D, manufactured as above, to be covered with two of Johnson and Phillips' patent tapes, laid on spirally in opposite directions, alternately with two coatings of Bright and Clark's compound. GENERAL CLAUSES. (K.) The cable when completed shall be coiled in suitable water-tight tanks, and be kept, as far as practicable, constantly under water. (L.) The completed cable shall be coiled on board ship in water-tight tanks, and be kept as far as practicable under water until submerged. (M.) The electrical condition of the cable when shipped and also of the completed cable when laid shall be such as, having regard to its previous condition, and making due allowance for the mean actual temperature of the water, as shewn by the resistance of the conductor, to give no good grounds for believing that any fault exists in the insulator or conductor. |
||||||||||||||||||||||||||||||
|
Last revised: 5 September, 2014 |
|


{kind=link}