History of the Atlantic Cable & Undersea Communications
from the first submarine cable of 1850 to the worldwide fiber optic network
The India-rubber, Gutta-percha, and
Telegraph Works Company, Limited, 1887
|
History of the Atlantic Cable & Undersea Communications |
|
The India-rubber, Gutta-percha, and |
|
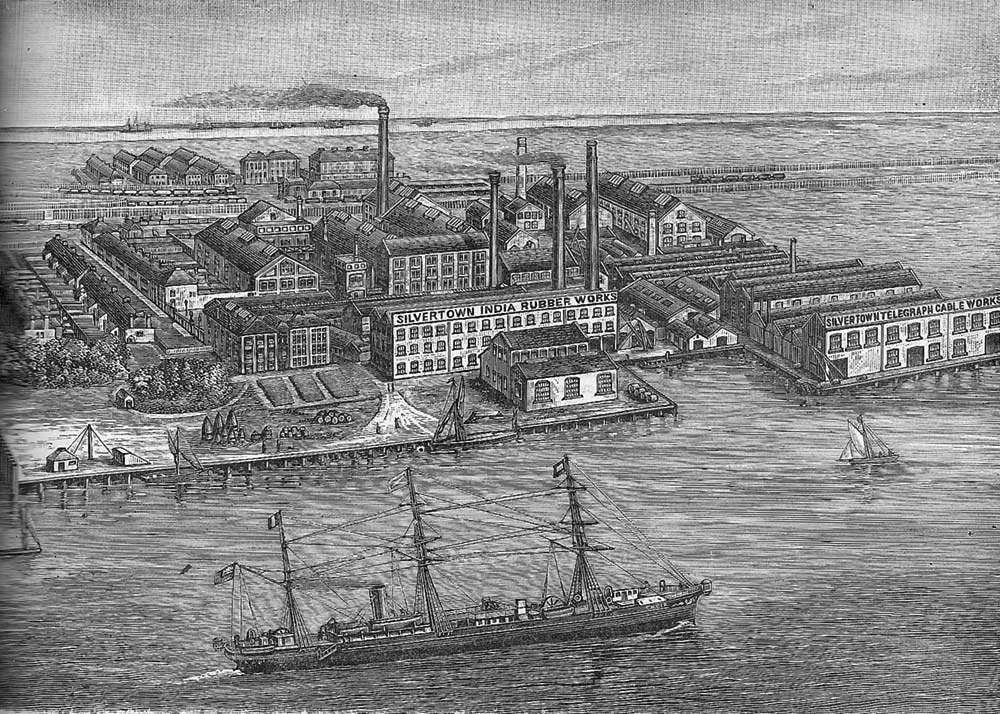
Thanks to Jim Jones for supplying this article from The Telegraphist, April 1, 1887. THE INDIA-RUBBER, GUTTA-PERCHA, SINCE the introduction of the first practical electric telegraph in this country, just half a century ago, the progress made in the applications of electricity to telegraphy has far exceeded the wildest dreams of the earliest experimenters. It is a notable fact that the Jubilee of Her Majesty Queen Victoria and the Jubilee of the Electric Telegraph will be celebrated at the same time, and no subject is better suited to our columns than the development of a great industry which mainly owes its existence to the progress of electrical science and the requirements of inland and submarine telegraphy. In all parts of the civilised world the word “Silvertown” is accepted as a guarantee of good sound workmanship by all interested in the construction and maintenance of telegraph lines, and the success of this Company may be traced to the scrupulous care with which every article manufactured is examined and tested before being sent out from the works. Space will not permit us to describe in detail all the manufactures of Silvertown; but a brief review of certain well-known productions of this Company will no doubt be interesting to our readers. The area of ground covered by these important works at Silvertown is about fifteen acres, the floor-area of the workshops being about ten acres; and the total number of engineers and workpeople engaged in telegraph work and the manufacture of India-rubber goods is rarely less than 2,800. In addition to this the Company has works in France, where about 300 persons are employed in the same class of work; the total annual pay of the workpeople for both these works amounting to about £110,000 per annum. The principal business of this company, and, probably, the production of most interest to the public, is the constructing and laying of submarine cables, and this we propose to describe.
As is no doubt widely known, copper wire is generally used as the electric conductor in submarine cables. As the resistance opposed by the copper wire to the current of electricity is least with the purest copper, it is desirable that the wire should be as pure as possible, and the Silvertown Company use copper in all their cables that give not less than 96 per cent. of the conductivity of pure copper, and, as a matter of practice, generally obtain from 98 to 99 per cent. conductivity. The wire is brought into the works in the usual coils; and, after having been tested electrically, is wound on bobbins by a machine with vertical swifts. When a stranded conductor is required the bobbins, usually seven in number, are placed in a stranding machine, and there twisted into a wire rope known as a strand conductor. The conductor now made, it is necessary to insulate it, that is, to cover it with such a body as will prevent any leakage of the electricity from the conductor, and so insure the current passing through the whole length of the cable to the proper destination. The insulating material generally used is gutta-percha, and this is laid on in several coats, according to specification, in the manner described below. The bobbins of wire are placed on a frame at the back of a core-making machine, of a type which bas been patented by Mr. Matthew Gray, the managing director of this company, and the wire is first drawn through a tank containing Chatterton's composition, made of Stockholm tar and gutta-percha, which makes the gutta-percha afterwards applied take evenly on the wire and adhere to it. From this it passes through a cylinder, at the outer end of which is a die, and it is here that the wire is coated with gutta-percha. As it is necessary to get the insulating material free from air-bubbles, which would be likely to leave holes in the insulating skin of the covered wire, the prepared gutta-percha is fed into a steam-jacketed cylinder by means of a pair of revolving rollers, which squeeze out the air. Inside this cylinder is a revolving worm, which continually presses the gutta-percha forward until it enters the die-cylinder referred to above. The gutta-percha, being under pressure and in a still plastic state, adheres to the wire-conductor as it is being drawn through the die, the thickness of the insulating material depending on the diameter of the die. As soon as the covered wire, technically known as the core, leaves the die, it is necessary to harden the insulator, which up to that time had been kept warm and plastic by steam-jacketing all cylinders and tanks through which it passed. To do this, the core, as it comes from the machine, is passed through a long trough filled with cold water, the water being kept at a low temperature by refrigerating machines worked by horizontal engines. The core is now complete, and is tested electrically in the tank-room, where, coiled in two-mile lengths on large bobbins, it is placed in a tank containing water kept at a uniform temperature of 75° Fahr. Any defects in the insulation are here speedily detected, as the slightest defect would be discovered under the extreme conditions of tests now made, which arc carried out by most delicate instruments, the beautiful reflecting galvanometers of Sir William Thomson being used. Should a detect be found, its position in the coil of core is localised in the following manner:- The conductor or copper strand in the core of the cable offers a certain resistance to the passage of the current, and this resistance increases in proportion to its length, so that when one hundred miles of cable are in good order the conductor will offer a resistance equal to one hundred miles; but when a break occurs the resistance decreases in proportion to the distance of the break from the testing instruments, as the current finds an easier return passage through the water, and the point at which the break has occurred is thereby determined. Having been thoroughly tested, the core is taken to the cable-making department, there to receive the protective covering. In this department there is a considerable quantity of machinery, some of it of very large size; here the core is again placed in tanks and tested electrically; in fact, throughout its whole manufacture the cable is perpetually under test, the testing arrangements being of the most complete character. Having been tested, the core is led to the machine by means of pulleys through a disc carrying bobbins wound with jute; in passing through the lay-plate in front of the disc it is served with a layer of jute in one direction, and another layer is next put on in the same manner in the opposite direction. The jute serves as a bed for the protecting iron wires, which are next put on by means of a machine somewhat like a wire-rope making machine of the eccentric type, the proper tension being kept on the cable during this process by carefully-adjusted hauling-off gear. The cable, in passing through the machine, next receives a covering of cold, sticky composition; this composition acts as a preservative, and causes the tapes or hemp cords, which are next applied, to adhere firmly to the wire sheathing, these tapes or cords being put on in much the same way as the jute serving. The cable is now complete, and on leaving the machines is coiled in large tanks, and from these it is transferred to similar tanks on board ship as required. The manner of armouring and serving depends wholly on the nature of the ocean bed on which it is to be laid, the study of this subject being one of the greatest importance, and on it depends a good deal of the success a cable may attain, or at any rate the duration of its life. A submarine cable is by no means of uniform strength, the thickness depending to a great extent on the depth of the water. For instance, a shore end, being laid in the shallowest water and subject to great danger from the anchoring of vessels, will be the heaviest portion, sometimes weighing as much as twenty-seven tons to the knot; the deep-sea portion may weigh as little as one ton and a quarter per knot. Some idea of the extent of submarine work carried out by this Company may be formed from the fact that they employ four specially-fitted steamers of a collective carrying capacity of 12,000 tons; one of these ships, the Silvertown , being the largest telegraph ship afloat. The cables of this Company are to be found in all parts of the globe where telegraph communication exists. Of these cables may be cited the one connecting Galveston, U.S., with Valparaiso in Chili, a length of 6,300 miles; and cables connecting Cadiz with the Canary Islands and Senegal, and extending down the Nest Coast of Africa to St. Paul de Loanda, a length of 5,400 miles; the three cables from Marseilles to Algiers, and others we cannot here detail. In addition to submarine cable work in Silvertown there are instrument-shops, where the various kinds of telegraph instruments and apparatus are manufactured for Her Majesty's and foreign Governments, including the beautiful testing instruments before referred to; engineers' and carpenters' shops of considerable size for general work connected with the factory and submarine-cable making, - in the engineer's shop have been designed and constructed nearly all the machinery used in the works and on board the ships; battery shops, from which millions of the celebrated Leclanche cells have been turned out, the company holding the patents for the manufacture of these cells. A great part of the work is devoted to the manufacture of india-rubber, and ebonite and gutta-percha goods. Thousands of tons of raw material are annually received at the works from Central America, Africa, and the East Indies; this raw india-rubber is worked up by means of some very fine but powerful machinery into such articles as railway buffers, valves, bicycle and wheel tyres, tubing, hose, bands washers, and rubber-spread cloth for the making of all classes of water-proof goods; and ebonite is largely used in the manufacture of acid pumps, battery cells, telegraph insulators, and soda-water corks. The works are lighted throughout by the electric light, the installation being the finest private one in England, consisting as it does of more than 150 arc lamps, of from 2,000 to 3,000 candle-power each, and about 1,350 incandescent lamps, this installation having been carried out by the company's electric light department, all the dynamos, lamps, and other electrical apparatus being of their own patterns and manufactured by themselves. The success of this installation is due, in a great measure, to their experience in the manufacture of electric light cables and conductors, a most important element in such work, where the conductors are required, as is often the case, to be placed underground. The company, in addition, are large manufacturers of apparatus for torpedo and submarine work, possessing; a complete system for harbour defence. On this, however, we do not propose to dwell, as it is only of interest to the technical engineer. For driving the machinery used in these works forty-seven steam-engines and thirty-one boilers are employed. The company's head offices are at No. 106, Cannon-street, London, E.C., and they have agencies in the chief towns of the United Kingdom and abroad. See also this page on the company, and this 1875 article. |
|
Last revised: 22 July, 2022 |
|