History of the Atlantic Cable & Undersea Communications
from the first submarine cable of 1850 to the worldwide fiber optic network
|
History of the Atlantic Cable & Undersea Communications |
| Lumps and Bumps |
|
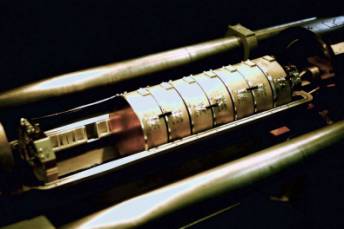
Lumps and Bumps One of the major design challenges for a modern DWDM (dense wavelength division multiplexing) fibre optic submarine cable system is ensuring that end-to-end transmission performance is the same for each wavelength. The attenuation of fibre differs slightly with each wavelength, as does the gain of the optical amplifiers. Due to manufacturing tolerances, no amplifier or piece of fibre is exactly the same as another. These small differences are cumulative along a system and so it becomes essential to equalise these discrepancies, either at the terminal station or, for transoceanic systems, in the submerged plant. This need for equalisation is not a modern requirement; during the Telephone Era (1950-1986), wideband equalisation was standard practice, and it was a far more complex task than today’s optical equalisation. To illustrate this, we will consider perhaps the most successful, in terms of sales, submarine telephone cable system design ever, and how its manufacturers went about system equalisation. The system in question was the STC Submarine Systems (now Alcatel-Lucent Submarine Networks) 14Mhz System. The system design was based on a 1.47” (37.34mm) diameter, coaxial cable, with a characteristic impedance of 54.4Ω; repeaters to compensate for the signal loss were spaced at regular intervals along the cable. Each repeater contained power separation filters to separate the transmission signals from the DC power and directional filters to divide the transmission path into Low Band (0.3- 6.00MHz) and High Band (8.00-13.7MHz). The attenuation, or power loss, of a coaxial cable is proportional to the frequency of the signal transmitted; the 14MHz system was designed in such a way that, for each repeater span, the cable had an attenuation of 45dB at the highest operating frequency of 13.7MHz, under sea bed conditions. This resulted in a nominal repeater spacing of 6.5nm (12.06km). Under sea bed conditions is an important statement because, unlike fibre optic cable, the attenuation of coaxial cable changes with temperature and hydrostatic pressure. This meant that cable sections were manufactured to a specific length in order to have the correct attenuation in a particular location on the sea bed, at a specific water depth and sea bottom temperature. The repeater amplifiers were designed to compensate for the loss of the cable plus the loss of the repeater filters. Of course, it was impossible to make the gain shape of the amplifiers exactly match these losses and, due to manufacturing tolerances, each repeater’s overall performance was unique. This meant that cumulative, frequency dependent differences developed, section by section along the system. The repeater also introduced a secondary transmission problem. In order to join the 1.47” (37.34mm) cable to the repeater, the cable had to be tapered down to a 0.310” (7.87mm) diameter tail cable that had a braided outer screen. This tapered termination and the repeater itself provided a discontinuity or ‘mismatch’ in the transmission line impedance. When an electrical signal propagates along a transmission line, if it encounters an impedance mismatch, a small amount of the signal is reflected back down the transmission line. This occurs at the cable to repeater interface and the reflected signal travels back along the cable, being attenuated, until it reaches the earlier repeater and once again a small part of the reflected signal is re-reflected along the cable in the same direction as the primary signal. It depends on the phase relationship between the original signal and the double reflected signal as to whether they add or subtract. This phase relationship will be slightly different at each frequency and so this phenomenon produces an effect called ‘mismatch ripple’. To prevent the build-up of mismatch ripple the lengths of the repeater sections were offset from the nominal in a predetermined pattern. To deal with these variations in transmission performance, submerged equalisers were introduced into the system. For the 14MHz this was after every 15 repeaters, or approximately every 100nm (185.53km) of cable. The repeater section between repeaters 15 and 16 was reduced by an amount of cable equivalent to 13dB of attenuation at 13.7MHz. The equaliser was placed in mid-section between two nominal 2.3nm (4.27km) lengths of cable. Once again, for long systems, mismatch ripple in the equaliser sections had to be taken into consideration. Because of the shorter cable lengths between the equaliser and the repeater, reflected signals were attenuated less and so the mismatch ripple could be of much greater magnitude. To counteract this problem the position of each equaliser, between the repeaters, would be offset from the centre of the section in a predetermined pattern. Although these short equaliser sections made available 13dB of excess gain at 13.7MHz, the attenuation of coaxial cable at lower frequencies is much less and, at the bottom of the Low Band, the reduced cable span provided insufficient excess gain to allow any useful equalisation. This problem was overcome by designing the Low Band amplifier in each repeater to over compensate for the cable losses and so build excess gain over the 15 repeater sections to make available sufficient excess gain for useful equalisation. What has been described so far are the engineering issues that all of the submarine cable manufactures had to address; however, how STC Submarine Systems differed from the other suppliers is how it went about carrying out the necessary system equalisation. To equalise a system effectively it is necessary to predict its performance on the sea bed, this can be done by measuring the performance of individual cable sections and repeaters in the factory, adding the results together and then applying mathematical formulae to predict performance on the sea bed. It should be noted that during the Telephone Era, cable sections and repeaters were only joined together during the loading of the cableship i.e. System Assembly and Test (SAT) was carried out on the cableship not in the cable factory. AT&T, Alcatel, Fujitsu and NEC took this approach; they measured the individual components, did the calculations, produced a predicted performance and then designed and built each equaliser in the factory. For a period, AT&T introduced some flexibility into its equalisation capability by building an equaliser that had a limited number of circuits that could be switched into the transmission path during the lay by the use of a complicated system of external magnets that moved ball bearings within the equaliser housing. STC took an entirely different approach, its equaliser housing could be opened and closed on the cableship, thus giving access to the transmission path at each equaliser and allowing unique passive circuits made from Capacitors (C), Inductors (L) and Resistors (R), to be designed for each equaliser. The circuits were built in clean room conditions similar to those in the factory. The opening and closing of the equalisers was also carried out in similar conditions on the cableship’s working deck. Each STC equaliser did contain a standard, factory built equaliser to address the main, known discrepancies. This equaliser was called the ‘Fixed Equaliser’, and was designed to leave a nominal flat 4dB of excess gain across both bands with an additional cable shaped gain of 3dB @ 13.7MHz, available for shipboard equalisation.
Opening an Equaliser onboard a Cableship During the laying operation, transmission tests of the system were made from the equaliser test point on the cableship, through the fixed equaliser, to the terminal station. The results of these tests were then operated on to predict system performance when the whole equaliser block (15 repeaters) had been laid. This prediction was called the ‘Equaliser Requirement’. To do this it was necessary to know the, length of cable already laid, the length of cable yet to be laid, the number of repeaters laid and yet to be laid, the temperature of the cable and repeaters on the cableship and the water depth and temperature of the sections of cable still to be laid. When tests were carried out, at any point in laying of the equaliser block, there would be a percentage of cable and repeaters on the sea bed, another percentage on the ship and, depending on the water depth, a small amount of cable and or a repeater in transit between the two (the laying catenary). In deep water this catenary could be up to 20nm (37.11km) in length. Factors that had to be taken into account were the temperature and pressure coefficients of the cable, the effects of temperature and pressure changes on the 0.310” (7.87mm) termination as well as its change in characteristic impedance when it was immersed in water. All these cable affects had a short time constant of 10-15 minutes. The repeaters also had a small but finite temperature coefficient which had to be taken into consideration. When powered the internal temperature of the repeater was 5-6°C above ambient. Repeaters could be at an ambient of 25-30°C on the cableship; however, in deep water the sea bed temperature could be as low as 2°C. It took some time for the internal temperature of the repeater to adjust to ambient temperature on the sea bed, as the pressure house created a thermal lag of some 6-8 hours.
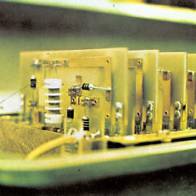
As can be seen, at the start of laying an equaliser block, the Equaliser Requirement was only a small percentage actual performance and over 90% prediction. However, as laying progresses the amount of prediction decreased. To ensure that predictions were accurate, graphs of the Equaliser Requirement, at 6 – 8 frequencies in each band, were plotted against the amount of cable laid. If all was well, the prediction for each frequency would remain the same and the graphs for each frequency would be a straight line, parallel to the X axis. However, if there were errors in any of the assumptions, then the straight line graphs would slope up or down. This slope could then be extrapolated to the equaliser as laid position, and the differences taken into account in the final equaliser design. As stated above, the individual LCR circuits were designed and then manufactured in clean area conditions. In the early days the circuits were built in circular copper cans and tested separately. These circuits could only be tested together when they were inserted into the equaliser and tests were made through them to the terminal station. In the 1980s, the cans were replaced by circuit boards that could be plugged into shipboard equaliser capsule. This changed allowed the equaliser designers to have an identical capsule as a test rig and, with model components, build and test proto-type circuits before committing to the final design. The final production circuit cards could then be tested together in the test rig before they were put into the line equaliser. This allowed any interaction between the cards to be assessed before the design was finalised. This process was not possible with the copper can circuits and interaction between the individual circuit cans could only be assessed through experience. These final tests, through the production equaliser, were then converted to an Equaliser Requirement, before the equaliser was closed and pressurised. The objective was to have a final Equaliser Requirement of 0.00dB, at all frequencies within the transmission bands, by smoothing out all the lumps and bumps and eliminating any steep slopes. The engineers were expected to achieve an overall performance that was within ±0.5dB of zero, with a maximum deviation from 0.00dB no greater than 1.0dB. This target was regularly met.
In order for the cableship to plan and maintain a steady laying speed, the transmission and equaliser design team worked to a strict 18 hour design schedule. In the first 14 hours detailed transmission measurements were carried out, the necessary LCR circuits were designed, built and tested, then, the LCR circuits were inserted into the equaliser, which was then closed and pressurised. This last process took 2-3hours and this was scheduled to be completed 1 hour before the equaliser was due to be laid. This strict schedule was maintained from one equaliser to the next throughout the laying operations. Maintaining a steady laying speed was essential for accurate cable placement, at a time when slack control was based on taut wire and limited GPS coverage was available. Today, system equalisation can be carried out in the factory, during SAT, as there are no significant laying affects to be taken into consideration. The system performance in the factory will be very similar to its performance once installed, so shipboard system equalisation is another skill/black art that has been consigned to the history books. Article text copyright © 2016 Stewart Ash Return to the index of Stewart Ash’s Back Reflection articles |
|
Last revised: 27 October, 2016 |
|